Several inventions have been made to help the process of making and fabricating metals. One of such is machines that help in hydroforming some of these metals.
Well, there are many sides to hydroforming and you need to understand the various kinds to have a clearer picture of how things work. This is what we will do in this article as we discuss two of the known kinds.
Here, we will explain certain things about tubular and bladder hydroforming techniques. We suggest that you know these things before you hire a bladder and tubular hydroforming company for whatever reason.
By the end of this article, you should be able to tell the importance of these techniques at the very least. So, we advise that you keep reading as you will learn a thing or two that is very important.
What Is Hydroforming?
These are out-of-the-ordinary die forming techniques that make use of hydraulic fluid to shape certain kinds of metals. The shaping of the metallic materials with hydraulic fluid happens with high pressure as the materials are forced strategically into the die.
This is one of the cost-effective and quality guaranteed ways of forming metals that are ductile. By ductile metals, we mean options that can withstand plastic deformation without failing even under tensile stress.
Some of the metallic options that fall under this category include brass, aluminum, steel with low alloy, and stainless steel. You should understand that every one of these metals has different physical properties and so the formation process will be different. However, the use of various hydroforming techniques will do the job.
How Does Hydroforming Happen?
The formation of the mold is one of the first steps involved. However, this is not the only metal shaping technique that does this. The regular/traditional die forming techniques also require that the mold is formed.
So, after the mold formation to help in the shaping of the eventual product, the other process gets underway. One of the major highlights of hydroforming techniques is the use of hydraulic fluid.
The metallic material with a hollow tube is properly stationed on the negative side of the mold. The placement of the metallic material inside the negative part of the mold is important because this is the part where the eventual item will take the shape.
Next, the hydraulic fluid is injected into the hollow part of the material. The injection is at a pressure that is very high and this is done using hydraulic pumps. The pumps have to be specially designed to help achieve the objective of the hydroforming process.
They need to operate at high pressure at the very least. This goes a long way in ensuring that the material expands to the point where it takes the exact form of the mold.
Once again, this is why the formation of the mold cannot be handled with levity. Any mistake here will negatively impact the outcome. Afterward, the hydroformed metallic material is taken out of the mold.
The layout of the Die for Bladder and Tubular Hydroforming
The structural composition of the Die is very important in the shaping of metals. This is why you need to know the structural composition of machines used for hydroforming jobs. Against this backdrop, some of the parts include the following:
- Top Die
- Bottom Die
- Seal Punch
- Bed Plate
- Slide Plate
- Centering
- Die Holder Plates
- Horizontal Cylinder
- Cylindrical Holder Bracket
And right in-between the bottom and top die, the metallic material to be shaped is placed. As explained above, the high-pressure injection of hydraulic fluid using the designated pumps helps achieve the designed outcome.
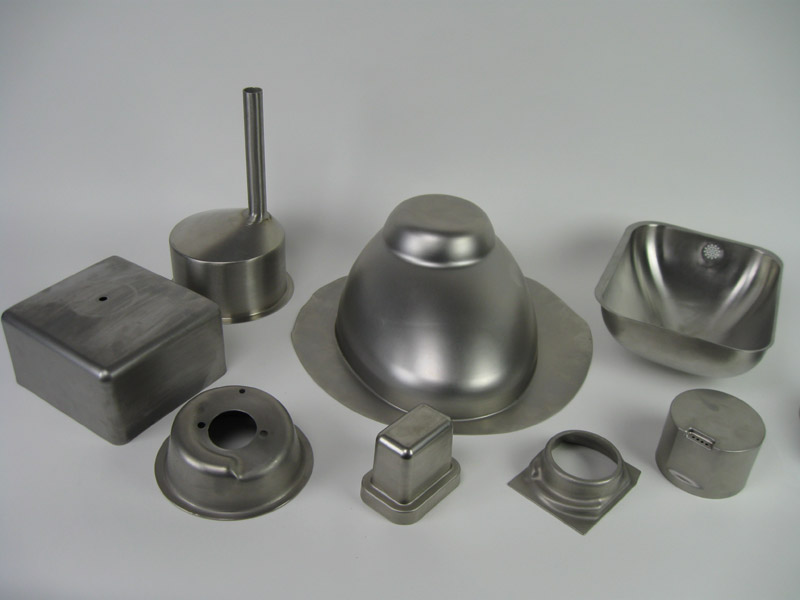
Bladder Forming/Sheet Hydroforming
This hydroforming technique came into active existence after it was patented in the mid-1900s. At the initial stages, it was instrumental in the production of kitchen spouts.
The reason for the use of this technique for this purpose was because metal finishing was a lot easier with it. This is because the production of grainy parts was minimal compared to other techniques.
You should know that it is most engaged when the production required is of low volume. This is quite common in the aerospace industry which is why it is used a lot here.
The component of the hydroforming machine known as the punch is very instrumental to how the metal shaping works. However, both the solid punch and solid die can be used with the fluid to achieve the desired outcome.
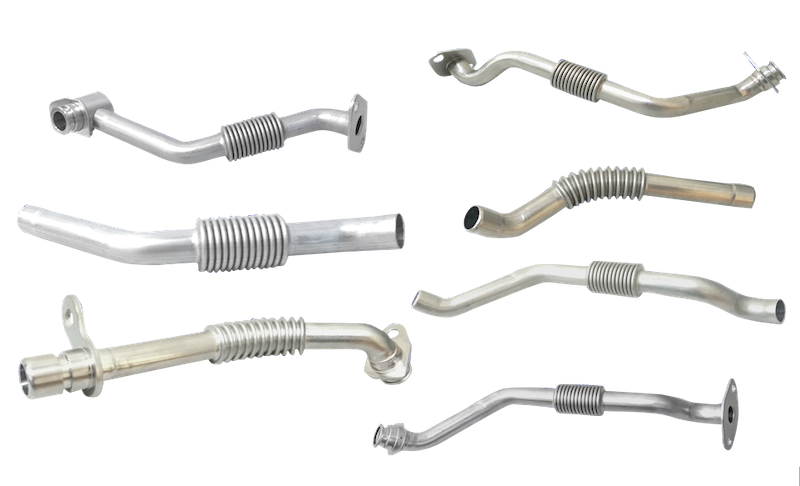
Tubular Hydroforming
Tubular/tube hydroforming is the most common hydroforming technique that uses hydraulic fluid to change the shape of metal to the desired result. More often than not, the hollow-shaped ductile material is pre-shaped by bending it to certain specifications before being stationed in the machine.
Once the metallic material is stationed in the machine, the fluid is injected into it to alter the shape to the intended design. The formation of the mold is instrumental in this happening. This is aside from the need to have the hydraulic fluid supplied under the regulated intense pressure.
The tubular hydroforming technique as with many other kinds is used for complicated jobs. For instance, achieving concave shapes can be pretty difficult with the traditional die forming approach. However, the tubular hydroforming technique will take care of this.
This is why it is used very much in the automobile industry. Furthermore, you should know that items shaped with this method have less spring back. This is one of the biggest advantages it has over the sheet option.
Types of Tubular Hydroforming
There are 3 major variations of this method. They are the following:
Low Pressure
Here, the pressure of the hydraulic fluid injected is no more than 12,000 psi. As a result, the process of shaping the materials is quicker. However, it requires a greater deal of caution as the parts need to be carefully formed and the mold designed properly.
High Pressure
With a high-pressure option, the pressure of hydraulic fluid injected is a lot more. Here, we are talking of something that is not less than 20,000 psi. The pressure can even be as much as 100,000 psi. The pressure used is usually dependent on the kind of metal formed and the intended objective.
Pressure Sequence
This involves the use of low and high-pressure injection of hydraulic fluid at various points. At the initial stages, it is low pressure. However, the die will not be completely closed. The closure is gradual and eventually, high pressure is engaged.
For more information about the tubular options, you can watch: https://www.youtube.com/watch?v=fEkUSV04ESw
Conclusion
We have discussed certain things you should know about tube and sheet hydroforming techniques in this article. While there are things that were not discussed, you can be certain having gone through this article you have a good idea of how these metal shaping methods work.

